How are self-drilling fasteners made?
- Read time: 4 minutes
- Date: 24 Jun 2021
- Flat Roofing
- Sheeting & Cladding
- Rainscreen & Façades
Self-drilling fasteners are a small but vital part of the building envelope that are used for roofing, cladding and façade applications. They can be used for fixing into different substrates such as steel, timber and aluminium.
The quality of the engineering will affect the design and manufacture of the self-drilling fastener, which in turn can affect its performance. Quality engineering will:
Include design features that make installation easier
Increase corrosion resistance
Reduce physical failure
Ensure fasteners are correctly formed (badly formed fasteners are difficult to install and may have weaknesses)
Minimise burn out
Deliver optimum structural performance
This means:
Installation will be quicker and easier thanks to superior performance, so you will have lower labour costs
You are unlikely to experience fixing failure
No downtime while waiting for replacements caused by breakages or deformation during installation
Less waste
You can have total confidence in your installation
How do I know if a fastener manufacturer has invested in quality engineering?
When a fastener manufacturer has invested in fastener development, it will be able to demonstrate quality control procedures, as well as in-house and third-party testing to show:
Products have CE or equivalent accreditations
Performance data is compliant with British standards to enable technical calculations
Corrosion resistance
Accurate product dimensions
What are self-drilling fasteners made of?
Self-drilling fasteners start their life as massive coils of steel wire. The quality and composition of the wire (for example, carbon steel or the grade of stainless steel) will vary depending on the specification of the self-drilling fasteners being manufactured. The wire is pulled through a wire draw down unit which stretches it to create the correct diameter needed for the fastener.
How is the head formed?
The wire is straightened between rollers. The wire is then fed into a heading machine which cuts it to the correct length for the fastener being made. The wire, called a blank, is held in place while the head of the fastener is formed in a two-blow process. The first blow forces the material to displace and spread out. A second blow shapes the material into the required head style.
There are various types of head style depending on the application, including
Hexagon
Low profile (pan)
Wafer
Countersunk
Bugle

For bi-metallic fasteners, a small section of carbon steel is welded onto the end of the headed stainless steel blank. This is due to stainless steel being too soft to use as a drill point. Once this has been completed the bi-metallic fasteners use the same manufacturing process as carbon steel self-drilling fasteners.
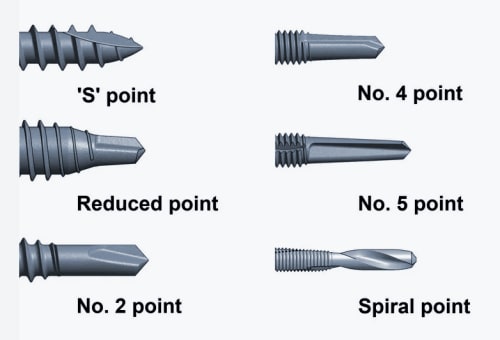
Different types of drillpoint
The drillpoint is the drilling part of the fastener and must be hard enough to maintain its shape and ensure it doesn’t burn out when being drilled into the chosen material.
Different types of drillpoint have been designed to allow quick and effective drilling into varying materials such as steel, aluminium and timber.
How is the drillpoint formed on a self-drilling fastener?
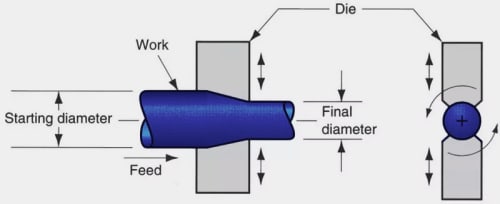
To create the self-drilling point, the headed blank is fed into a pointing machine, which pinches the tip between two specialised tools called dies to form the sharp shape of the drillpoint.
Any excess material is squeezed out between the two dies and is removed in the next stage of the process (thread rolling).
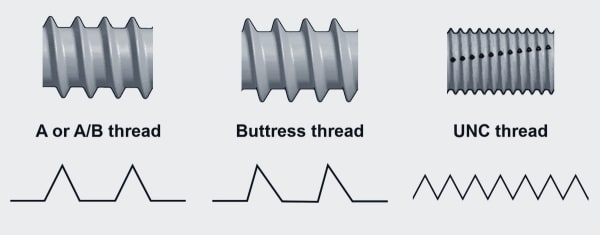
How is the thread created?
Following the heading and pointing processes the blank is rolled between two threading dies, this creates great pressure displacing the material to form the thread.
There are several types of thread depending on the application the fastener will be used for.
View our fastener manufacturing process in the video below.

How are self-drilling fasteners hardened?
With the fastener now in its final shape it must be hardened to enable it to drill and tap into the substrate.
When carbon steel fasteners have finished being forged, they are passed through heat treatment. This process is carefully monitored to ensure consistent results. If the steel is ‘under hardened’ the drillpoint would be too soft and wouldn’t drill. If it is ‘over hardened’ it would become too brittle and could fracture while drilling.
With bi-metallic self-drilling fasteners, heat treatment is localised so that just the carbon drillpoint is heated. This creates a hard drillpoint without damaging the stainless-steel thread.
How are self-drilling fasteners coated?
All fasteners must be coated following the hardening process to provide corrosion resistance and lubricity to aid installation.
Varying types of coating can provide different levels of resistance depending on the environment the building envelope will be subjected to.
See table below of examples of the different building environments.
Manufacturers of self-drilling fasteners will generally use an electroplating process and/or a multi-layer dip spin finish. The first layers provide corrosion resistance and the final surface coat provides lubricity and a uniform finish.





